
In a series weld the current is conducted into the part by two electrodes touching the part from the same side. A weld is produced at each electrode. One electrode serves as the positive the other as the negative. The current flows into the part and through the desired weld joint and through the part and or backup mandrel to the second electrode. It makes a second weld at the second electrode. This type of set up frequently allows for all electrical components to be designed to be on one side of the part.
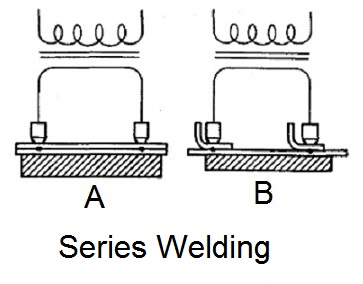
Figure A shows two flat parts on a conductive backup electrode/mandrel. Current can potentially flow between the electrodes in the top sheet, the bottom sheet and preferably the backup electrode. The current flow through the top sheet is wasted shunting current. The current flowing through the lower sheet welded but creates more heat in the lower sheet. The greater the distance between the electrodes the less shunting current will exist. Due to this extra current series welding will tend create more indentation and marking than direct welding.
In the case of Figure B shunting currents are eliminated because the upper parts are individual and do offer a direct current path between the electrodes. Current can still flow through the lower workpiece creating some excess heating. If electrode separation is adequate this design should insure that the backup electrode with carry the bulk of the current.
In both of these set ups with a flat backup electrode marking on the backside of the part should be minimal.
Reference: RWMA, Resistance Welding Manual Section 1, Chapter 2