
Voids and cracks are not desirable in any resistance welding nuggets. In some material systems there is a tendency for cracks to form – such as Aluminum. In other materials oxides and surface impurities can end up in the nugget and voids or cracks form. Some cracks or voids form due to the volume expansion and contraction from liquid to solid state.
Depending upon the material and product and the industry there are specifications. Aircraft has specifications. Automotive has specifications. Individual companies have specifications.
Per AWS D8.1 Specification for Automotive Weld Quality – Resistance Spot Welding of Steel
Automotive specifies that cracks or voids lengths combined in the specified weld nugget area cannot exceed 25% of the nugget width. Therefor 1/3rd the nugget diameter is not acceptable in the automotive industry.
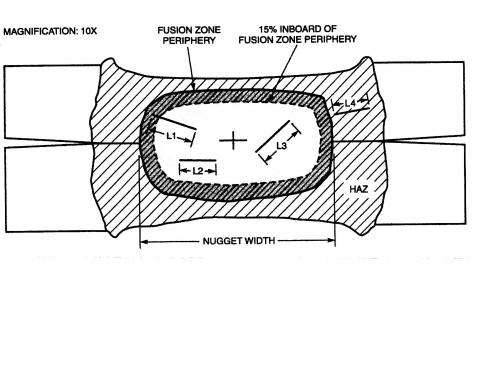
1. Sum of all lengths in the fusion zone (e.g. L1 + L2 + L3) ≥ 25% of weld nugget width.
2. Cracks in the HAZ or nugget area defined by the outside 15% of the linear distance between the fusion zone periphery and its center (e.g. L1 and L4). An exception can be made for those that would have been deemed acceptable by surface inspection and do not extend into the fusion zone.
For a complete description of the specifications for steel and aluminum used in automotive and aircraft specifications contact the American Welding Society. There are many other aspects to these specifications that must be considered beyond cracks and voids.
References: AWS D8.1 Specification for Automotive Weld Quality – Resistance spot welding of Steel
AWS D8.2 Specification for Automotive Weld Quality- Resistance Spot Welding of Aluminum
AWS D17.2 Specification for Resistance Welding for Aerospace Applications