
Cross wire welding is a form of projection welding. When two wires are crossed that is a point contact. The heat and force are concentrated at that point contact. Even welding a wire to a sheet is a projection weld concentrated in a line point contact. Weld schedules are available in the literature for this type of operation.
There is an article in this blog on this subject which answers this question:
WHAT SCHEDULE SHOULD BE USED TO CROSS WIRE WELD 9 GAGE LOW CARBON GALVANIZED STEEL WIRE?
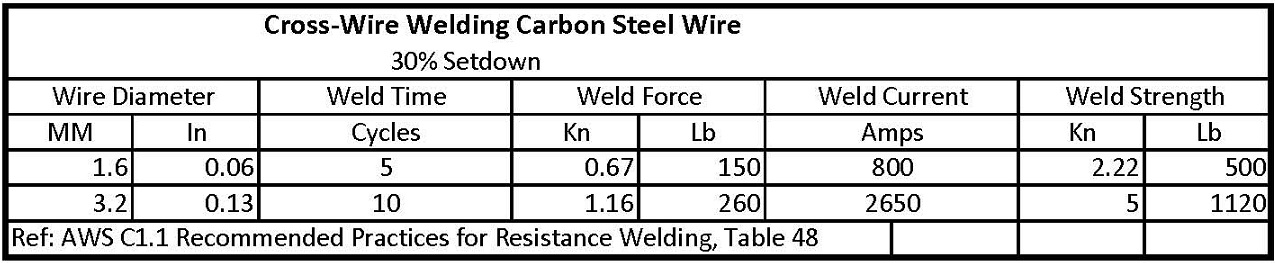
This article offers an example of the data that is available in AWS Specification C1.1 for weld schedule set up. Force, current and time are shown as starting points. The data will not cover all circumstances but does offer enough information that one can develop a starting point for most circumstances including bare versus coated materials.
Electrode alloy selection is generally RWMA Class 2 or 3. The choice depends upon wear. Normally a flat face is used but a grove to match the wire is sometimes incorporated. The flat face will eventually have a groove wear in. The electrode face size is usually large so the current flows into a large surface area of the part. One is not trying to create heat at this interface.
Every machine and set up is different and the actual set up schedule will vary from the book values. Use the values tabulated as a guide. Start at low power values to avoid dangerous expulsion. Gradually increase the time or power with caution until the desire weld is accomplished. Expect coated materials to require a higher current level than bare material and they may exhibit more expulsion.
Reference: AWS: AWS Standard C1.1 Recommended Practices for Resistance Welding
RWMA: Resistance Welding Manual 4th Edition