
Many parameters if not controlled could be a factor and lead to cracks in or near a projection weld.
MATERIAL: The material being welded is one factor. It could be a brittle material after nugget formation without a tempering or post heat treatment operation. The material might be one which tends to form voids if not forged during the weld to heal those voids. This could be a brittle material that must be annealed with post heat treatment after nugget formation. The cracks could form in the weld or around the periphery without treatment.
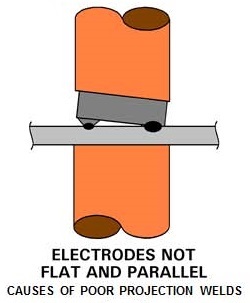
TOOLING or PART ALIGNMENT: If the projections do not contact the part all at once, those in contact will carry too much power and others none. Those with too much power may expel metal. As set down occurs the others will make contact. Then likely will arc upon contact. Expulsion occurs again. Any or all of these welds could show discrepancies.
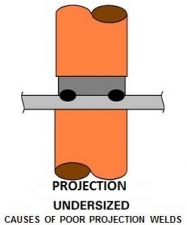
PROJECTION SIZE AND SHAPE: If projections are not equal in size some which are short in height will make contact after other and have the power problem described in alignment. If they are equal height but different size/diameter they will collapse at different speeds. This will steal the power from those that have not set down and last projections to make contact may be weak and fail.
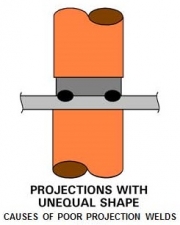
UNEQUAL SIZE UNEQUAL SHAPE
FOLLOW-UP: If all is otherwise good the machine must be able to deliver continuous full force as the projections collapse. Large massive press welders may have an inertia in their massive cylinder heads. This is a delay factor. Due to this inertia the cylinder may hesitate just when the cylinder needs to drive the hot projection down and forge it. This leads to nuggets with cracks or weak joints. This same situation could be caused by a faulty servo or cylinder. Machine maintenance, low-inertia-machines or fast-follow-up holders are the correction for this condition.
 V
V 
LOW INERTIA MACHINE FAST-FOLLOW-UP HOLDER
WELD SCHEDULE: The proper weld schedule for the material being welded is always necessary. Weld schedules with the appropriate pre and post treatments must be chosen when required to insure the formation and forging of a strong nugget. A source of projection weld schedules is AWS C1.1.
Another article in this blog on this subject is:
What are the Do's and Don'ts for projection welding?
Reference: AWS C1.1- Recommended Practices for Resistance Welding
RWMA - Resistance Welding Manual 4th Edition