
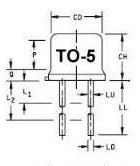
In projection welding the design or shape of the part is used to make discreet individual point or contacts to concentrate the current during the welding process. In some applications a full ring projection or part edge is used to form a complete seal. The TO-5 transistor can is an example of a hermetic sealed device. The full edge of the bottom comes in contact with the lid and a full hermetic ring weld is formed. The actual current flow is controlled by the part design. The electrode is there to deliver force and current into the two work pieces and provide follow up force as the weld is made. Frequently Class 2 & 3 electrodes are used. In nut welding applications Elkonite facing electrodes are commonly used on the sheet steel side. The use of dissimilar electrode materials in projection welding is common. Normally it is done to improve mechanical wear or to resist the heat being generated.

Low Inertial Holder
Inconsistencies in projection welding are not normally associated with the electrodes. Poorly formed inconsistent projections, misaligned parts and slow follow up are more commonly the problem. It is important that the force is applied evenly, especially during the upset process. If the machine sticks or is slow it could result in trying to forge an already cooled semi/upset weld ring. If force is applied non vertical the projection will not form properly. If the part is malformed the parts won’t fit properly to form a full ring.
Ref: CMW Inc. Catalog
Tuffaloy Products Catalog
RWMA: Resistance Welding Manual, 4th Edition, Section 3