
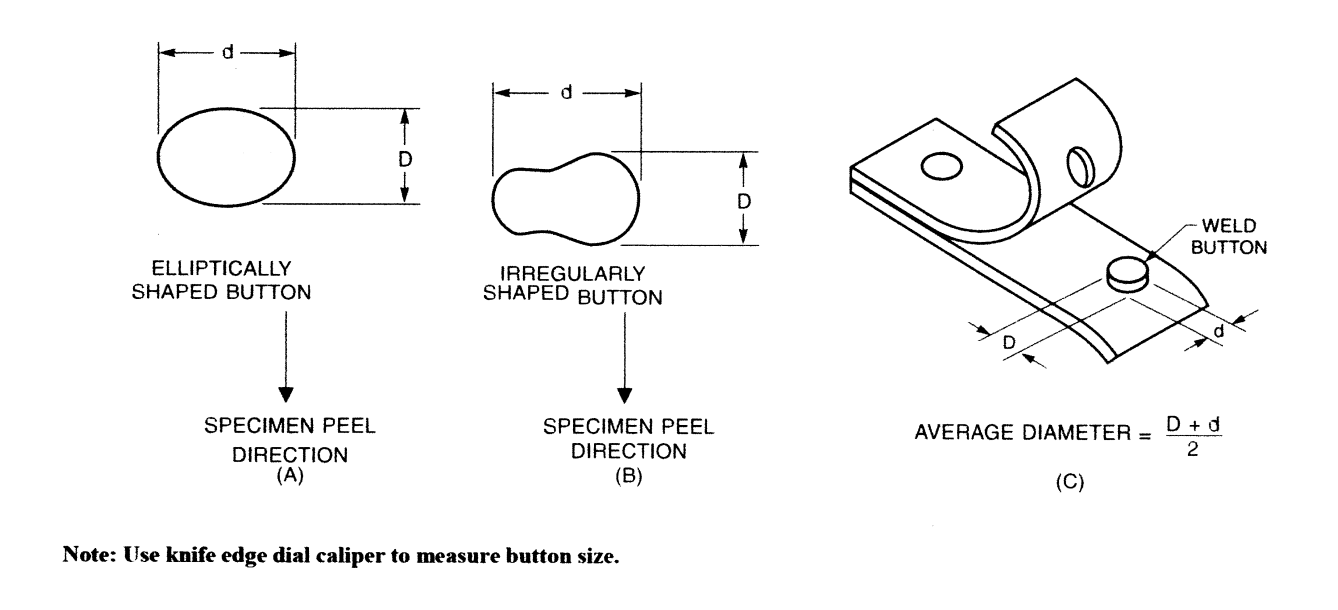
Spot welding electrodes require dressing or conditioning back to original face geometry whenever the resultant weld nugget is getting smaller and approaching an unacceptable size. This is determined through quality checks of the product or coupons as determined by your quality program. Most checks are made by destructive means. The two sheets of metal are clamped in a vise and chiseled or pulled apart. The average of the measured length and width of the resultant pulled nugget is the value being sought.
The quality system normally will specify a minimum which must be maintained. In some facilities tensile tests are specified and similar samples are pulled and tested at specified intervals to insure quality. The need for dressing the electrode and testing of product applies not only to spot welding but also projection and seam welding.
Whenever this testing finds that the product has reached or is approaching the minimum level corrective action must be taken. Dressing the electrode face back to its original face diameter is the desired result. In most inline operations the face is not actually machined only the perimeter. This allows the electrode to return to service without any break in or conditioning period. Break in is the period when the face accumulates oxides and weld product - especially in the case of galvanized welding where zinc builds up. Until this stabilizes welding is erratic.
Dressing may be performed by handheld or fixed station pneumatic dressing stations, off line lathes or handheld ratchet style tools. Some shops use files. Files are not recommended since you cannot control the resultant face diameter. If you cannot control the face diameter the weld nugget size will vary each time you dress the electrode.
Reference: AWS Standard C1.1- Recomended Practices for Resistance Welding
RWMA Resistance Welding Manual 4th Edition