
Design
Questions and Answers
Some resistance welding applications call out forces above the limits of tapered electrodes. The RWMA Manual Fig 18.3 shows force vs taper. It shows that above 2400 Lbs force tapers are not viable. Above this force specially designed High Pressure/High Force Electrodes must be used. These electrodes can be straight shanks, threaded or flanged electrodes. They are available from several manufacturers. Contact your electrode supplier for assistance.
Reference: RWMA Resistance Welding Manual 4th Edition
Yes, there is a minimum spacing for spot welds listed in most sample weld schedules. If welds are placed too close together, the weld current can flow through/across the sheet of metal between the desired weld and previous weld locations as shown. This current does not flow through the desired weld joint and therefore does not help create a nugget. This is called shunting current. It is wasted energy. In the figure below the first nugget is acceptable the second and third welds get smaller due to the shunting currents shown. The third weld is undersized in this example. The severity of this condition depends upon the material, parts, spacing and weld schedule.
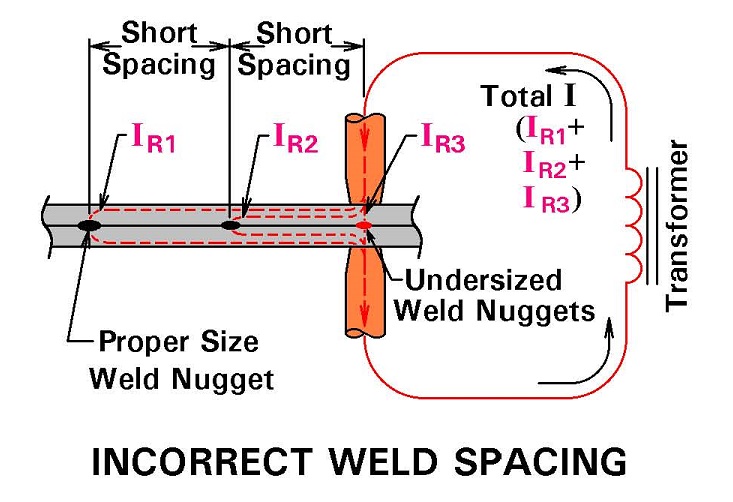
Too correct for this increase the spacing between welds. Highly conductive materials like aluminum need larger spacing’s than more resistive materials like steel.
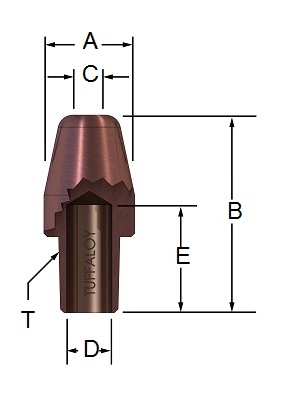
There are six standard faces designs. Shown below are female caps. The same face designs are offered in male caps and full size electrodes.
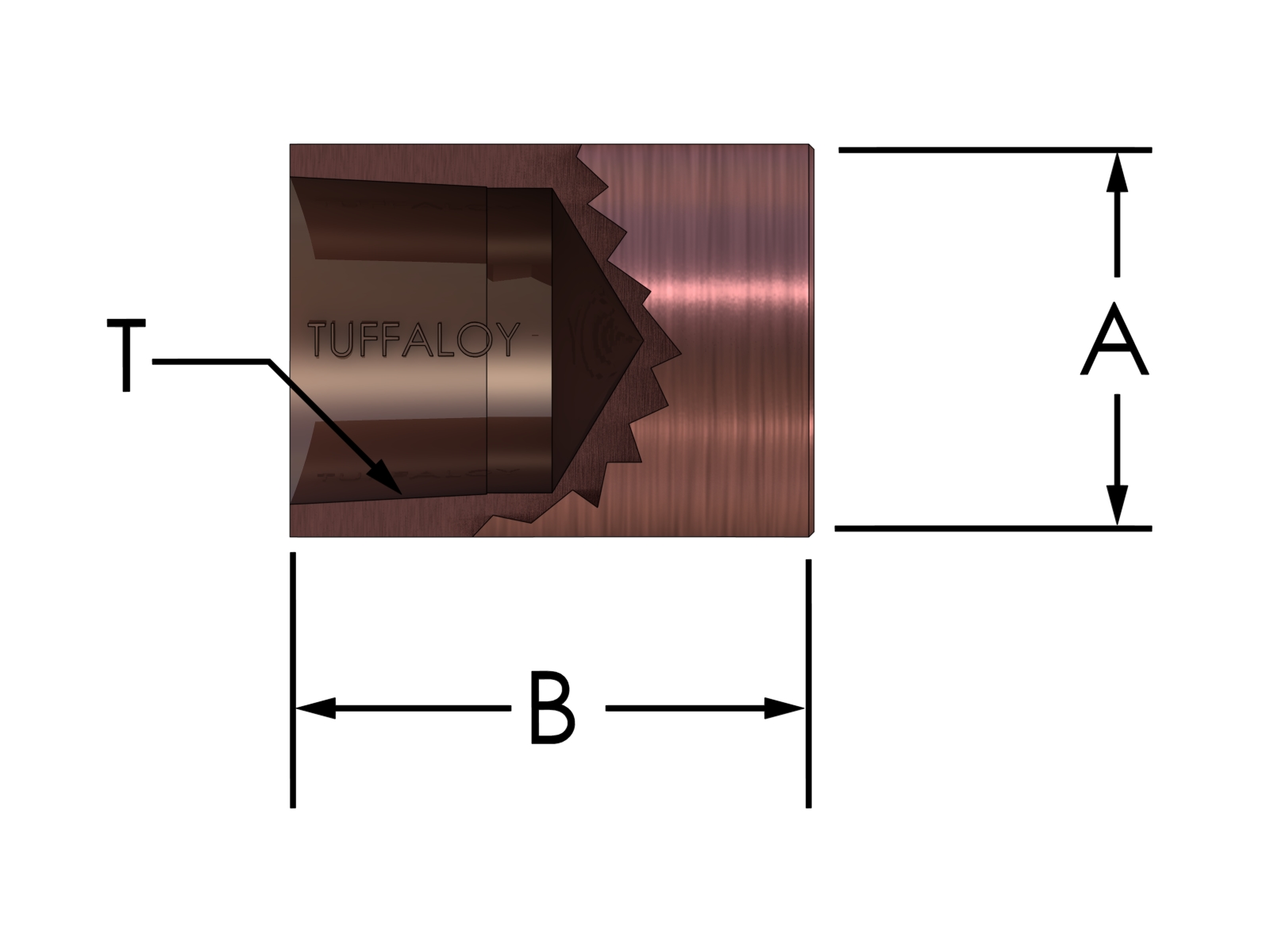
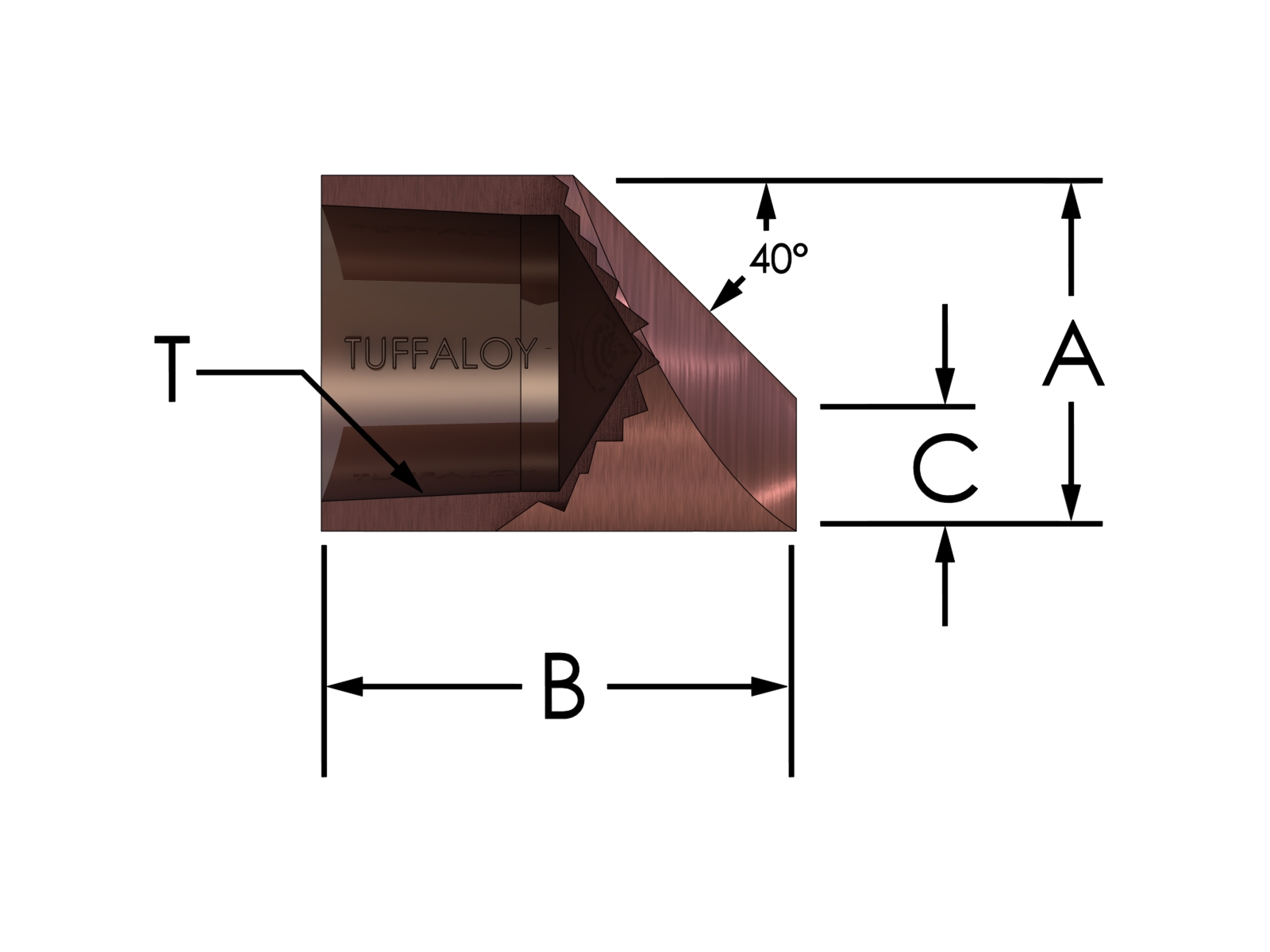
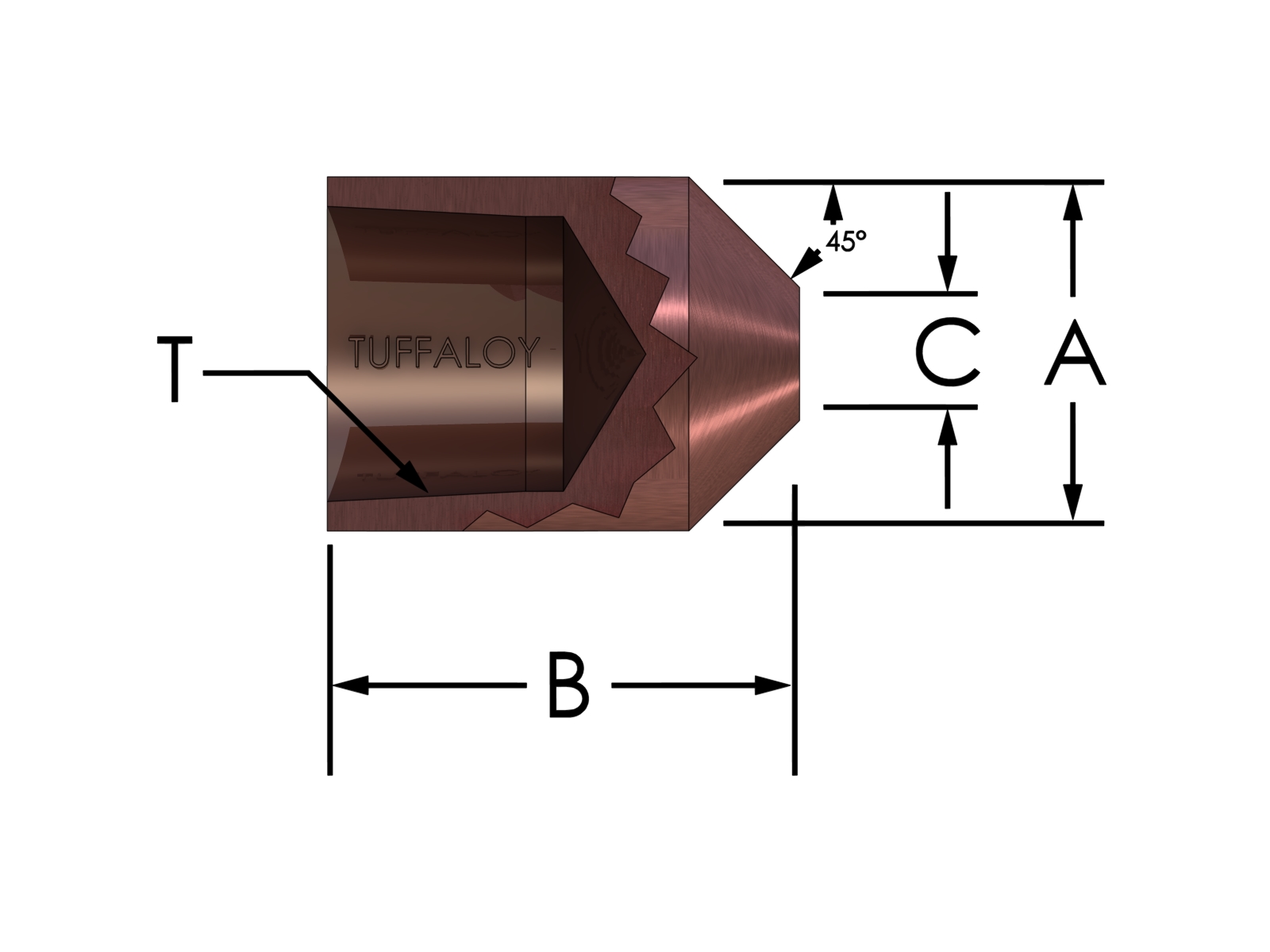
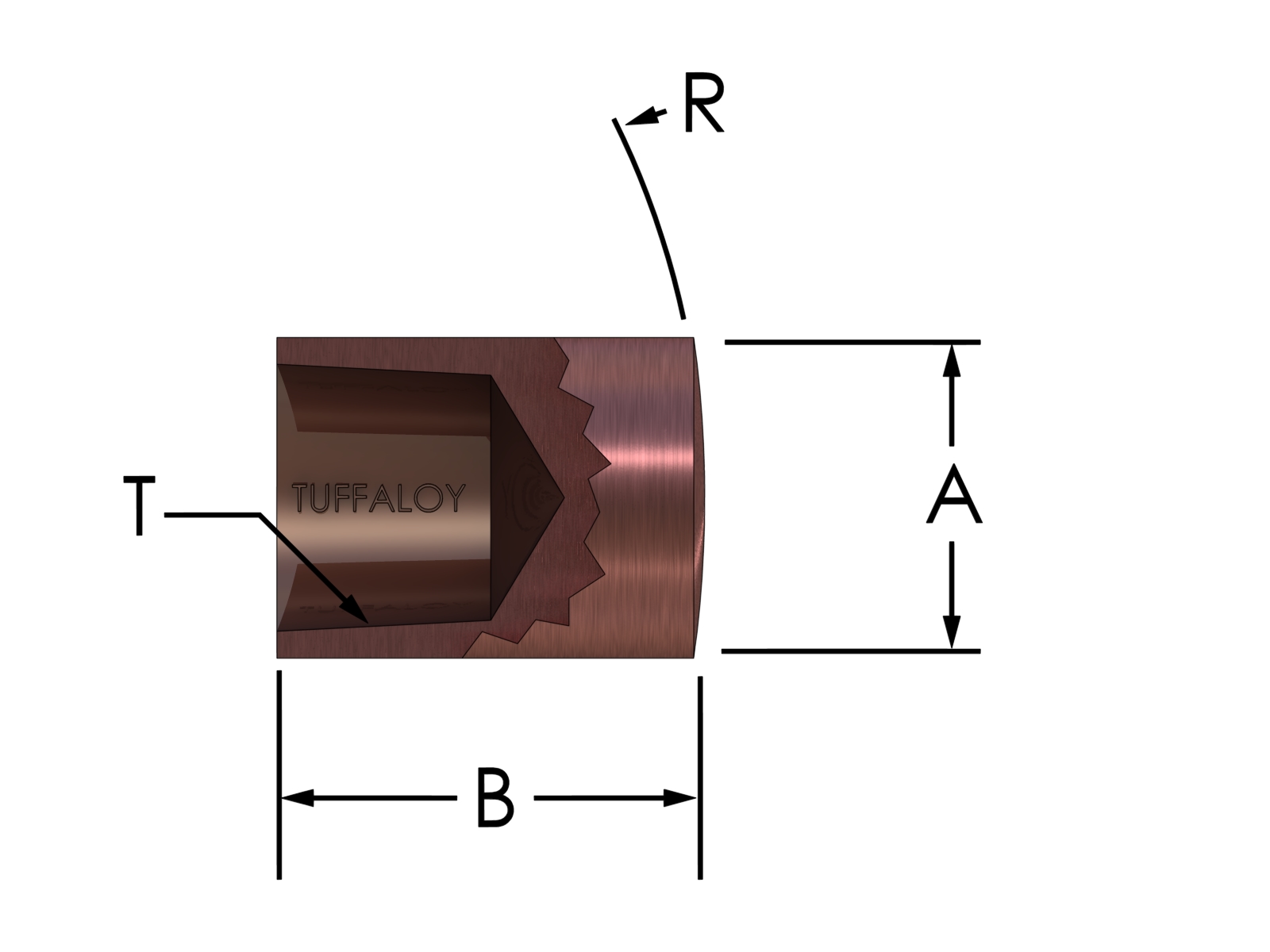
A-Pointed B-Dome C-Flat D-Offset E-Truncated F-Radiuis
The proper choice of electrode face design will depend upon your application, the material being welded and resistance welding process. If Spot welding, you might use any of the six standard designs. The “A”, “B”, “D” and “E” faced electrodes all have the same weld face if purchased in the same body size. The “C” is a flat faced electrode and the “F” is a full large radius electrode which almost appears flat.

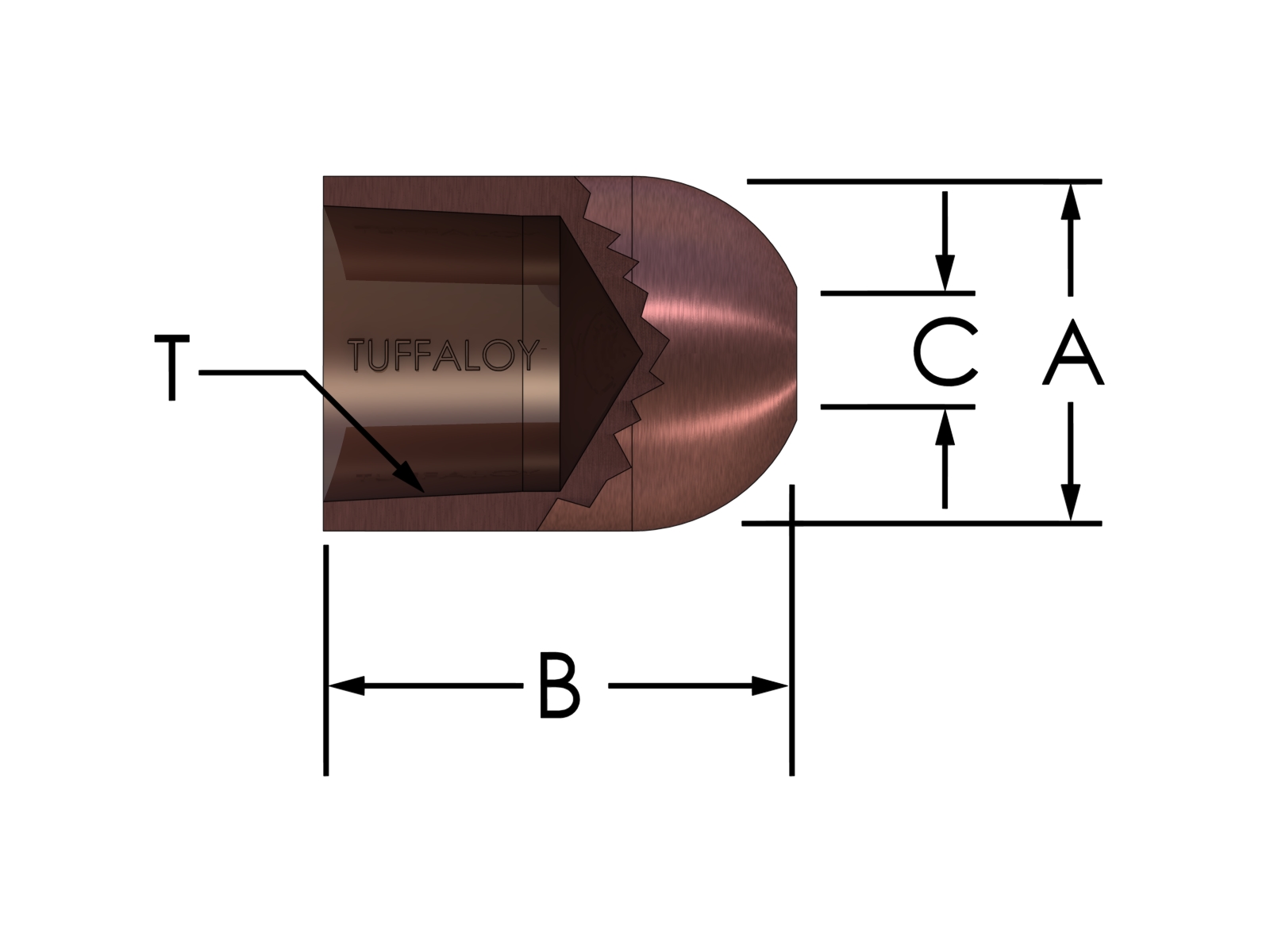
MALE CAP & FULL SIZE ELECTRODE "A" NOSE
The choice of cap vs full size standard electrode comes down to job shop, frequent set ups and length of production runs. Caps are the choice for long runs or in highly automated facilities. Full sized electrodes are the norm in job shops where short runs and frequent job changes are the norm.
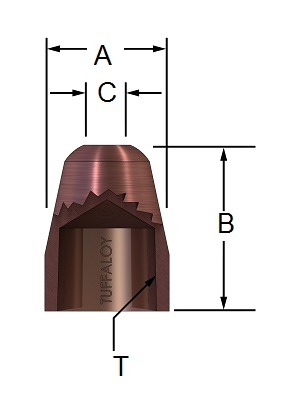
FEMALE CAP "A" Nose MALE CAP "A" Nose
Resistance welding caps both female and male are usually used in high volume and automated applications. In press welders resistance welding caps and shanks are frequently used to reduce copper electrode costs.
Page 2 of 2
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.