
The spacing between welds is very important. If the welds are too close together some of the weld current could flow through the first weld. This current would be wasted and not help make the second weld. If less current flows through the second weld its weld nugget could be smaller than the first weld nugget.
Reference article: IS THERE A MINIMUM SPACING BETWEEN SPOT WELDS?
To determine the proper welding procedure for standard material one should turn to published weld schedules. There are schedules available for most common materials being resistance welded. The sample schedules give a good starting point. You likely will have to vary your settings to arrive at the desired quality values your job calls out.
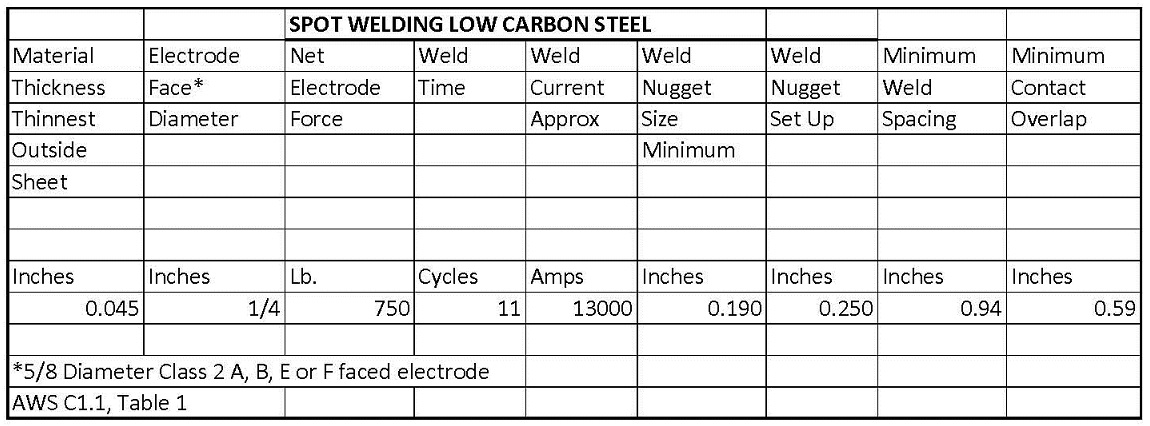
Below is an abbreviated sample of a published weld schedule.
Articles available on this subject are:
Where Can I find weld schedules?
What is a weld schedule?
How do I use a weld schedule?
Weld schedules will call out the proper electrode material and size to be used. RWMA has classified these electrode materials based on their properties. Articles are written describing the various RWMA Class materials, 1,2,3,20.11,12,13 and 14.
Available articles are:
What is Class 1 material?
What is Class 2 material?
What is Class 3 material?
Similar articles are published for all eight Classes.
With the information contained in the sample weld schedule one can set up most jobs and be very close to the desired operating conditions. Remember all published weld schedules have made good welds.
References: AWS C1.1, Recommended Practices for Resistance Welding
RWMA Resistance Welding Manual
CMW Inc. Catalog
Tuffaloy Product Catalog