
The 70% value in a resistance welding standard/specification is typically associated with the projection welding of coined/forged/solid weld nuts. For context, the embossed/stamped projection welding requirements detailed in both the RWMA Manual, and the AWS C1.1, only state what sort of weld strength is required, not the required weld size.
Over time individual manufacturers performing projection welding developed standards based on nugget size as an alternative to pulling tensile tests. To be more specific, the 70% value is typically applied to the size of the weld in relation to the projection when subjecting the part to destructive evaluation. For the record, some standards use a value of 80%.
The 70% value can delineate one of two possible outcomes. Please note that all of the standards are slightly different – One size does not fit all…
1. The measured value of any resultant button in relation to the size of the base of the projection. From the figures, you would either use dimension D or dimensions L & W (ignore the fact this projection is actually the segment of an arc). With the aforementioned in mind, if your weld, upon destructive evaluation, measures larger than 70% of the base, this is considered acceptable.
2. The effective circumferential length of any full ring projection. While it might not make intuitive sense that 70% of a full-ring should be acceptable, the standards do set 100% as the target during the initial tooling set-up. As an aside, when destructively evaluating a full ring projection weld, the width of the resultant weld is typically not determined. The reason is the sheet metal left on the part, especially if 100% of the ring has been pulled, makes a determination of this value very impractical.
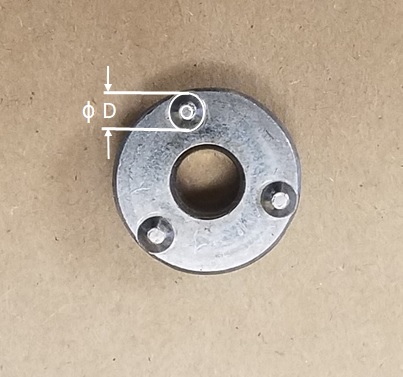

ROUND PROJECTION ELONGATED PROJECTION
Finally, as to why has the value of 70% (or 80%) been selected? To that, I do not have an answer. However, it has been a constant several generations.
References: RWMA - Resistance Welding Manual 4th Edition
American Welding Society - AWS Standard C1.1, Recommended Practices for Resistance Welding
Photos and Technical Input Courtesy of : Donald E. Maatz Jr. of R & E Engineering Services