
Force is the "P" in PCT - Pressure Current and Time.The Force component of a weld schedule is required to hold the two work pieces being welded together during the welding operation. This prevents any arcing due to the parts being loose. If not held tightly molten material would be expelled during the weld operation. It also provides a forging action as the weld solidifies and cools. This forging action greatly improves the final weld strength.
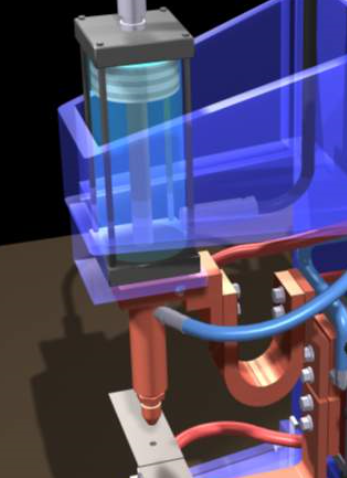
AIR CYLINDER
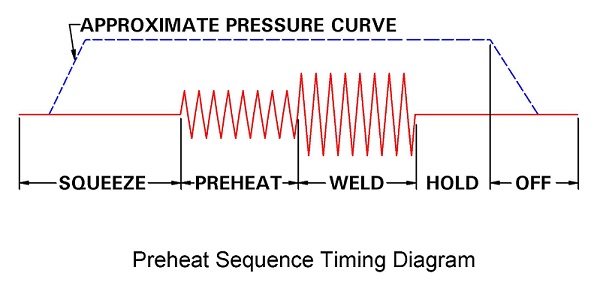
the force is applied during the entire current flow ad nugger cool period of the weld schedule.
In the case of aluminum welds, it can close small voids which frequently form in the nugget during solidification. The hold sequence of a weld schedule provides the time to solidify the weld and forge the part. The forging leads to greater weld nugget strength.
Weld schedules express force in Lb Force or Kg force and this value of force should be reached before the actual weld current is initiated to prevent expulsion. The squeeze sequence of a weld schedule to designed to provide for this force build up.
Reference: RWMA - Resistance Welding Manual 4th Edition