
All resistance welders consist of potentially four components that may require water cooling. They are the control, the transformer, the conductors and the electrodes with their copper holders. Machine or press welders have all of these components. Suspended hanging guns are similar but may use kickless cable for the conductors. Kickless cables are water cooled cables. Robotic applications generally use transguns which eliminate cooling the conductors but the mounting pads are cooled. In the case of seam welding, additional water may be sprayed directly on the workpiece and weld wheel at the weld zone to cool it down.
All cooling recommendations are for the machine and equipment longevity regardless of what material is being welded. In some specialty cases sensitivity to quenching of the workpiece might dictate a slower cool or special heat treatment. Slower cool can be obtained with a down slope at the end of the cycle. In other materials (i.e. Carbon content >0.4%) you may also need a Quench and Temper added to the weld schedule to maintain weld integrity.
Depending upon your system, an input and output water manifold would be assembled similar to the one shown below. The output and input water lines would be routed to the components that require water cooling. The plant water supply would be connected to the supply side of the manifold. This could be city water, plant water tower system or a chiller. The return would connect to a sewer drain, water tower return or chiller return.
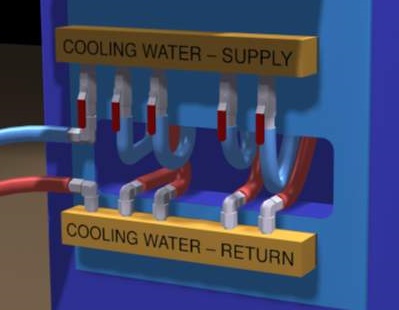
WATER MANIFOLD
If the control has a smaller SCR it may be air cooled and not require water cooling. If this is a transgun there are no secondary cables. This leaves the transformer and electrode/holders as the components requiring cooling. If it is two components or four always run water directly to the electrodes and holders. Never feed electrodes with water used previously to cool another component.
Other components that can be incorporated in the water system are flow gauges,indicators, sensors, low flow switches and other devices to make sure the water is on and flowing at the proper flow when and where it should be or off when it should be. They can also detect electrode stick/pull off and alarm for same on automatic lines.

FLOW INDICATOR
The manufacturer of the equipment should have specifications on the flow requirements and temperatures for the equipment. They can also suggest many of the auxiliary devices available.
AWS has published a specification with the recommended water temperature and flow. It is:
AWS J1.2:2016 Guide to Installation and Maintenance of Resistance Welding Machines.
This specification recommends water at a temperature of 18-29 deg. C (65-85 deg. F) and at a pressure of 200 – 520 kPa (30-75 psi). This specification offers many other important water quality and machine specifications which are of value in operating a resistance welder.
For specific help local Manufacturer Rep’s and Distributors in your area are familiar with installing and setting up equipment and can help.
Reference: AWS J1.2M/J1.2:2016 Guide to the Installation and Maintenance of Resistance Welding Machines
RWMA- Resistance Welding Manual 4th Edition
AWS C1.1:2019 (4.7.4)