
Let’s first define Reactance. Reactance is an induced magnetic field around a conductor which resists change.
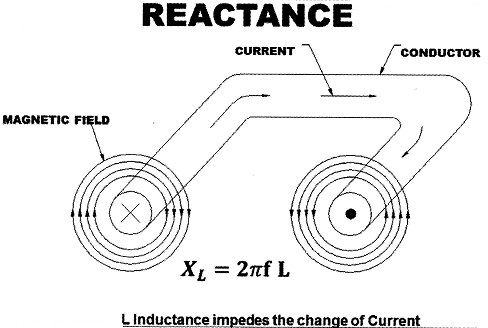
It is associated with AC circuits. The constant changing of the sine wave causes the induced magnetic field to build and become an energy drain. Reactance is a component of the impedance of the total circuit. This magnetic field is also affected by the throat size and any magnetic materials in or near the throat.
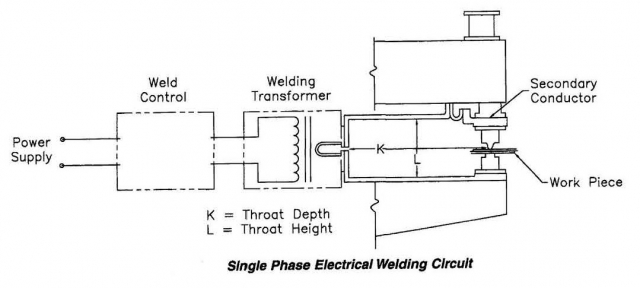
LARGER K & L'S INCREASE THE REACTANCE
Material in the throat comes into play when as a series of welds are made and the welded section progresses into the throat of the machine. If this is a magnetic material, reactance will be increasing and progressively reduce the current flow.
MFDC and DC are considered to have zero reactance. This means there are no throat effects when running magnetic materials into the throat of the machine.
MFDC and DC do have a brief component of reactance during each weld cycle. At the onset of each MFDC or DC weld there is an upslope as the current increases from zero to the desired current. This takes about 3 - 8 milliseconds. During this period the control is constantly measuring and adjusting to reach the desired current level. Once at the desired current, the control will hold this current for the desired length of time. Then the current returns to zero with a downslope. This upslope and downslope period are called rise and decay and look similar to the figure below. The rise time reflects that there is some reactance while the current is changing as it approaches the desired operating level. Some energy is lost during this period of upslope into the system. On larger machines the magnetic affects may be noticed on nearby magnetic tools and conductors for the brief slope reactance periods. When the control turns off that same energy comes back out of the system and causes the plot to decay rather than drop straight off.
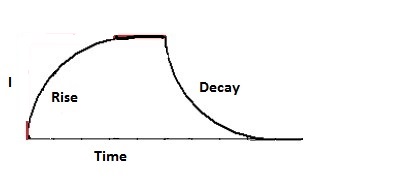
MFDC HAS REACTANCE AFFECTS AS THE CURRENT RISES AND DECAYS
These inductive losses can be compared to a fly wheel. To get it started, extra energy must be put into the flywheel to get it turning, rise time. Once the target speed is reached no extra energy is required. It will continue at speed. When it is time to stop the energy of the spinning wheel must be removed to stop the wheel, decay time.
This only occurs during current rise and decay 3 – 8 milliseconds. During the steady current weld time there is no reactance or any other throat or magnetic affects. This is why MFDC & DC are generally considered to have no reactance.
For additional reading on this subject review other articles in this blog:
“WHAT IS REACTANCE IN RESISTANCE WELDING”
“WHAT IS IMPEDANCE IN RESISTANCE WELDING”
“WHY IS THERE AN UPSLOPE IN THE INITIAL CURRENT OF AN MFDC RESISTANCE WELDED”
Reference: RWMA Resistance Welding Manual Revised 4th Ed Chapter 19