
Constant current is a very useful feature of today’s controls. If this feature is present and you ask for 10,000 amps. The control will deliver that amperage each weld. The control adjusts its conduction and voltage to deliver the current specified. This is considered Conduction Monitoring and may be called C-Factor.
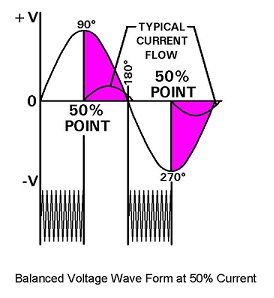
Conduction Monitoring or C-Factor monitor the AC sine wave. Once the proper settings are arrived at and set up in the control an alarm can be set to alert for any deviation. If the control was set at 50% with a plus or minus 10% tolerance, an alarm would be triggered for any variance greater than 10%. The alert does not indicate the cause for the variance. Just that it has happened. Ther cause is usually related to some change in secondary resistance. The normal causes are cables, shunts, misplaced welds, loose connections or shunting currents. There are many other possibilities not listed.
The important question is: What is the weld quality? \Secondly, is there a substandard cable, shunt, connection, water cooling or other conductor??? The electrode overheating is not usually the cause for the alarm. Often current steppers are used to increase the current to match the current increase to the electrode face area increase/wear.
Conduction Monitors can only say something has caused a need for a change in power. The cause must be determined by investigation.
Monitoring the weld nugget quality being produced is always the most important control.
Reference: RWMA - Resistance Welding Manual 4th Edition